目前為止,鋼棒交流漏磁檢測可靠性仍是困擾無損檢測業界同行的疑難問題,行業人士對現行的工藝解釋都局限于試驗摸索和經驗總結,未見確切的量化理論依據。本文深入分析交流漏磁信號獲取機理,建立漏磁信號獲取公式,由此找出影響漏磁檢測可靠性的各種因素,進而總結歸納實際檢測中可能出現的各種設備和工藝問題及其相應克服或改進措施,達到提高檢測可靠性、有效控制質量風險的目的。
1 鋼棒漏磁檢測原理
1.1 漏磁場形成機理
漏磁檢測是利用勵磁源對被檢工件進行磁化,在理想狀態下,磁通幾乎全部從工件內部通過,表面沒有磁場的泄露;當工件表面或近表面存在缺陷時,缺陷處及其附近區域磁力線被壓縮,密度增大,磁阻增加,磁場發生畸變,其中,大部分磁通從工件內部繞過缺陷,少部分穿過缺陷,還有一部分離開工件表面經空氣繞過缺陷形成漏磁場,如圖1所示。漏磁場被磁敏傳感器檢測到生成電信號,再經放大、濾波等處理給出波形顯示和聲光報警,達到檢出缺陷的目的。
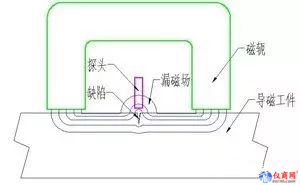
圖1 漏磁場的形成
鋼棒漏磁檢測方式如圖2所示,檢測時鋼棒直線前進,一對磁軛和探頭對稱排布并繞鋼棒旋轉,實現對鋼棒表面的螺旋掃查。鋼棒漏磁檢測采用高頻交流磁化,交變磁場的趨膚效應使被檢區域極易達到近飽和狀態,此時,一旦工件表面存在缺陷,磁力線即溢出表面形成漏磁通。

圖2 探頭對鋼棒表面的掃查
1.2 漏磁檢測信號獲取
鋼棒的漏磁檢測采用線圈作為傳感器,通過線圈與漏磁場之間的電磁感應獲得檢測信號。檢測時線圈垂直鋼棒表面放置,采集缺陷漏磁場的水平分量(如圖3所示)。

圖3 線圈與裂紋的漏磁場
2.影響鋼棒漏磁檢測可靠性的原因分析
2.1 鋼棒表面粗糙度
線圈封裝在探頭耐磨靴中,理想檢測狀態下(鋼棒表面光滑且縱向平直無彎曲、探頭受到彈簧均勻的頂推壓力),耐磨靴緊貼鋼棒表面滑動,此時,線圈的提離h/b保持恒定,探頭重復掃查鋼棒上同一缺陷的信號不變。而在實際檢測中,探頭受到彈簧壓力、旋轉離心力以及鋼棒粗糙表面支撐力的共同作用,耐磨靴會在鋼棒表面快速跳動并發出噠噠聲,如圖4所示。跳動使探頭產生提離效應,即由于提離h/b不同而使檢測信號幅值發生變化,產生檢測靈敏度波動;跳動還會帶來振動噪聲,使檢測信噪比降低。
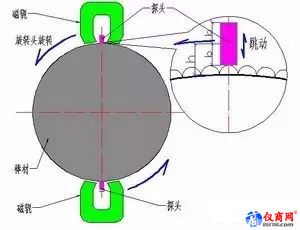
圖4 掃查過程中的探頭跳動
在鋼棒漏磁檢測過程中,一旦出現探頭跳動,即使輥道與設備同心度很好、鋼棒直線度和圓度非常標準,也可能出現缺陷的漏檢或誤報,無法保證檢測的可靠性。探頭跳動主要由鋼棒表面不平引起,且很難消除,故此常將這種由探頭跳動引起的檢測結果偏差稱為固有偏差。固有偏差的特點是信號幅度在一定范圍內波動,缺陷波高處于報警閘門附近,容易引起誤報和漏檢,但不會造成大缺陷的漏檢。
探頭的跳動幅度和跨度與探頭旋轉速度有關,隨著轉速的提高,探頭跳動的幅度和跨度均增大,提離效應愈加明顯,檢測的準確性和穩定性變差。在對鋼棒表面全覆蓋掃查的檢測中,探頭轉速由鋼棒直徑和檢測速度決定,當后兩個因素變化時,探頭轉速也隨之變化。因此,要克服探頭轉速間接帶來的影響,應針對不同規格的鋼棒制定檢測規程,對于大直徑鋼棒應注意適當降低檢測速度要求。
2.2 設備同心度
設備的同心度對漏磁檢測的可靠性影響很大。造成設備同心度不好的原因有很多,其一是旋轉探頭的中心與傳輸輥道的中心不一致,使周向靈敏度差加大(如圖5所示),此時,探頭貼近鋼棒的一側容易引起誤報,遠離鋼棒的一側容易引起漏檢。其二是傳輸輥道自身的平直度不好,使鋼棒在行進中產生跳動,引起探頭的瞬間提離效應,且瞬時h/b值變化越大,產生漏檢和誤報的可能性越大。其三是設備長時間運行后主機前后的三爪定心輥輪磨損以及傳輸輥道的V型輥輪磨損,使鋼棒運行中心與探頭旋轉中心不一致或使鋼棒傳輸中產生振動。

圖5 同心度劣化引起的周向差
克服設備不同心對檢測可靠性影響的方法是,針對具體引起周向差的原因對設備采取整修措施,如定期調整旋轉主機與輥道的同心度,定期校準輥道平直度,定期檢查輥道輥輪和三爪定心輥輪的磨損情況,并對磨損嚴重的及時進行更換。
2.3 旋轉探頭對稱性
當兩邊的磁軛相對旋轉中心不對稱時,兩個耐磨靴對鋼棒表面的壓力不等,探頭的跳動幅度增大,兩個探頭的靈敏度不一致。當探頭不對稱時,提高轉速會使探頭的跳動加劇,增大兩個探頭的靈敏度差異。克服的辦法是調節磁軛間距減小兩邊對稱性偏差。大棒漏磁機的兩邊磁軛間距可單獨調節,容易矯正探頭的不對稱性;中棒漏磁機的兩邊磁軛為聯動同步調節,需要與輥道配合調整才能消除不對稱性。
正常情況下,探頭的耐磨靴與旋轉中心平行且垂直指向旋轉中心,但如果裝配不好造成不對稱,就會與被檢鋼棒發生偏磨情況,如圖6所示。耐磨靴偏磨時,不僅兩邊探頭的提離值不均、靈敏度不一致,同邊探頭中不同線圈的靈敏度也容易存在差異。克服的辦法是經常對設備進行靜態平衡校準,根據各通道靈敏度差異情況調節耐磨靴的安裝精度。

圖6 耐磨靴不對稱對鋼棒表面的磨損
2.4 鋼棒的彎曲度和頭尾撓曲
當鋼棒存在局部彎曲時,彎曲部位經過漏磁旋轉主機時會引起同心度偏差。在鋼棒凸面一側,探頭與鋼棒緊密接觸,跳動幅度小,提離h/b變化范圍小,檢測靈敏度高,誤報的可能性大;反之,在鋼棒凹面一側,探頭提離h/b變化范圍大,漏檢的可能性大。如果彎曲出現在鋼棒頭尾時影響會更大,頭尾彎曲和端部剪切不僅會帶來較大噪聲(如圖7所示),還有可能由于鋼棒偏心在進出主機時撞擊三爪輥輪使其松動或損壞,造成對后續鋼棒夾持不穩、震動加劇、同心度變差。克服辦法是在主機前安裝“看門狗”導套,限制彎曲度超標的鋼棒進入主機;適當收緊主機前后的三爪輥輪,盡量防止鋼棒的跳動。

圖7 鋼棒頭尾彎曲引起的噪聲
在檢測小直徑鋼棒(一般小于φ30mm)時,由于其剛性不足容易產生頭尾擺動,當三爪輥輪壓合和張開時擺動更嚴重,這是因為當頭部進入主機時只有入口端的三爪輥輪夾持鋼棒,出口端的輥輪尚未起作用,同理,當鋼棒尾部離開主機時,只有出口端的三爪輥輪夾持鋼棒,入口端的輥輪已經脫開,在這些時候,處于單端自由狀態的鋼棒端部很容易擺動,引起誤報。克服的辦法是裝入口導向套筒(小于φ28mm),并收緊套筒內三爪輥輪。
2.5 鋼棒表面氧化物
表面粗糙的鋼棒,在凹坑和凹槽處會形成氧化粉附集。粗糙表面上殘留的氧化皮和氧化粉在如下情況下容易產生表面揚塵和氧化粉附集:傳輸鋼棒的振動、主機前后三爪輥輪的夾持、耐磨靴敲擊鋼棒表面、磁軛與鋼棒表面間的磁場吸附、表面粗糙引起的漏磁場。氧化粉的導磁率高,很容易被吸附在磁軛和耐磨靴之間形成磁極,檢測時產生雜亂噪聲,使信噪比降低造成誤報,如圖8所示。克服的辦法是改善鋼棒矯直時的表面光潔度;及時清理鋼棒表面殘留的氧化物;定期停機清理旋轉主機機構中的集灰;隨時關注檢測中的噪聲信號情況。

圖8 氧化粉集附引起的噪聲
3 結語
在鋼棒的漏磁檢測中,對可靠性影響最大的是提離效應,而產生提離效應的原因可能是鋼棒表面粗糙、設備同心度不佳、旋轉探頭不對稱、鋼棒彎曲度大或表面附著氧化物。在實際檢測中,這些因素往往關聯存在,給檢測結果的準確性和穩定性帶來多重、綜合影響。全面深入地了解漏磁檢測機理及其影響因素,進而正確地操作和使用設備,避免影響檢測可靠性的情況發生,對于最大限度發揮漏磁檢測設備的判定把關作用、保證出廠交貨鋼棒質量具有重要的意義。