1.望遠鏡
主要是瞄準目標,其次是測量距離。主要有物鏡、調焦透鏡、十字絲分劃板和目鏡構成。
2.水準器
用來指示水準儀的視準軸是否水平或豎是否鉛垂。依形狀分為管狀水準器和圓水準器。圓水準器精度低,用于粗略整平;管狀水準器精度高,用于精平。
3.基座
支撐儀器上部,并通過中心螺旋與三腳架連接。基座主要由軸座、腳螺旋三角壓板和底板構成。
一、水準儀怎么讀數
望遠鏡視線精確水平后的瞬間,應立即利用中絲在尺上讀數。讀數時應從小數往大數讀,并估讀至毫米。必須讀出四個數字。讀數完畢后應再檢查一下水準管氣泡是否仍然居中。讀數后用后視減前視計算高差。 如果是自動安平的水準儀,整平后直接讀數就行了。具體讀數方法細看水準尺,只要尺上會讀,在望遠鏡里就能會讀了,一小格是一厘米。例如:
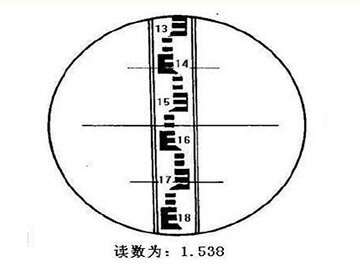
圖中1.5邊上的反E最下角帶個尖出來的那黑道為1.5、反E下邊的一個白道為0.01一個黑道為0.01(2個白的不到2個黑的)從上向下讀正好 0.038不到0.04。
精密水準儀的讀數方法
1.首先精平后,需要轉動測微螺旋,讓十字絲的楔形絲精確夾準某一整分劃線。
2.在讀數的時候,將整分劃值和測微器中的讀數合起來。如 : 14865.0mm 。

1.塔尺
塔尺是一種套接的組合尺,其長度為3~5m,由兩節或三節套接在一起,尺的底部為零點,尺面上黑白格相間,每格寬度為1cm,有的為0.5cm,在米和分米處有數字注記。
2.折尺
折尺與塔尺的刻劃標注基本相同,只是尺子可以一分為二對折。使用時打開,方便使用和運輸。
3.雙面水準尺
尺長一般為3m,兩根尺為一對。尺的雙面均有刻劃,正面為黑白相間,稱為黑面尺(也稱主尺); 背面為紅白相間,稱為紅面尺(也稱輔尺)。兩面的刻劃均為1cm,在分米處注有數字。兩根尺的黑面尺尺底均從零開始,而紅面尺尺底,一根4.687m 開始,另一根從4.787m 開始。
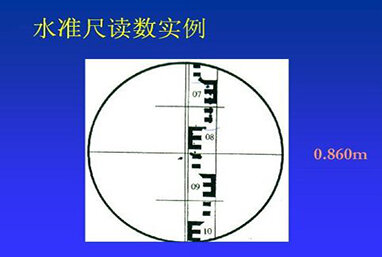
三、水準尺怎么讀數
用十字絲橫絲在水準尺上按小到大的方向讀數,讀取米、分米、厘米、毫米(估讀數)四位數字。如圖讀數0.860m
尺墊的作用
1.通常兩個水準點之間有一段距離,架設一次無法完成,就要分幾個測段進行了,此時轉點用尺墊。
2.有時架設一次儀器,無法讀出水準尺讀數(兩點高差太大),就要增設轉點,,在轉點用尺墊。
四、水準儀器原理
1.微傾水準儀
借助于微傾螺旋獲得水平視線的一種常用水準儀。作業時先用圓水準器將儀器粗略整平,每次讀數前再借助微傾螺旋,使符合水準器在豎直面內俯仰,直到符合水準氣泡精確居中,使視線水平。微傾的精密水準儀同普通水準儀比較,前者管水準器的分劃值小、靈敏度高,望遠鏡的放大倍率大,明亮度強,儀器結構堅固,特別是望遠鏡與管水準器之間的聯接牢固,裝有光學測微器,并配有精密水準標尺,以提高讀數精度。中國生產的微傾式精密水準儀,其望遠鏡放大倍率為40倍,管水準器分劃值為10″/2毫米,光學測微器最小讀數為0.05毫米,望遠鏡照準部分、管水準器和光學測微器都共同安裝在防熱罩內。
2.自動安平
借助于自動安平補償器獲得水平視線的一種水準儀。它的特點主要是當望遠鏡視線有微量傾斜時,補償器在重力作用下對望遠鏡作相對移動,從而能自動而迅速地獲得視線水平時的標尺讀數。補償的基本原理是:當望遠鏡視線水平時,與物鏡主點同高的水準標尺上物點P構成的像點Z0應落在十字絲交點Z上。當望遠鏡對水平線傾斜一小角α后,十字絲交點Z向上移動,但像點Z0仍在原處,這樣即產生一讀數差Z0Z。當很小時可以認為Z0Z的間距為α×f′(f′為物鏡焦距),這時可在光路中K點裝一補償器,使光線產生屈折角β,在可以滿足α×f′=β×S0(S0為補償器至十字絲中心的距離,即KZ)的條件下,像Z0就落在Z點上;或使十字絲自動對儀器作反方向擺動,十字絲交點Z落在Z0點上。
如光路中不采用光線屈折而采用平移時,只要平移量等于Z0Z,則十字絲交點Z落在像點Z0上,也同樣能達到Z0和Z重合的目的。自動安平補償器按結構可分為活動物鏡、活動十字絲和懸掛棱鏡等多種。補償裝置都有一個“擺”,當望遠鏡視線略有傾斜時,補償元件將產生擺動,為使“擺”的擺動能盡快地得到穩定,必須裝一空氣阻尼器或磁力阻尼器。這種儀器較微傾水準儀工效高、精度穩定,尤其在多風和氣溫變化大的地區作業更為顯著。
3.激光水準儀
利用激光束代替人工讀數的一種水準儀。將激光器發出的激光束導入望遠鏡筒內,使其沿視準軸方向射出水平激光束。
利用激光的單色性和相干性,可在望遠鏡物鏡前裝配一塊具有一定遮光圖案的玻璃片或金屬片,即波帶板,使之所生衍射干涉。經過望遠鏡調焦,在波帶板的調焦范圍內,獲得一明亮而精細的十字型或圓形的激光光斑,從而更精確地照準目標。如在前、后水準標尺上配備能自動跟蹤的光電接收靶,即可進行水準測量。在施工測量和大型構件裝配中,常用激光水準儀建立水平面或水平線。
數字水準儀是目前最先進的水準儀,配合專門的條碼水準尺,通過儀器中內置的數字成像系統,自動獲取水準尺的條碼讀數,不再需要人工讀數。這種儀器可大大降低測繪作業勞動強度,避免人為的主觀讀數誤差,提高測量精度和效率。
4.電子水準儀
電子水準儀又稱數字水準儀,它是在自動安平水準儀的基礎上發展起來的。它采用條碼標尺,各廠家標尺編碼的條碼圖案不相同,不能互換使用。2013年前照準標尺和調焦仍需目視進行。人工完成照準和調焦之后,標尺條碼一方面被成像在望遠鏡分化板上,供目視觀測,另一方面通過望遠鏡的分光鏡,標尺條碼又被成像在光電傳感器(又稱探測器)上,即線陣CCD器件上,供電子讀數。因此,如果使用傳統水準標尺,電子水準儀又可以像普通自動安平水準儀一樣使用。不過這時的測量精度低于電子測量的精度。特別是精密電子水準儀,由于沒有光學測微器,當成普通自動安平水準儀使用時,其精度更低。
五、水準儀的使用方法
1.安放水準儀
首先我們需要將三腳架高度調至適中,檢查架腿是否安置穩當,將架頭找到水平位置,確認腳架的伸縮螺旋是不是已經擰緊。然后取出水準儀,放置在三腳架頭上,并且需要用連接螺旋進而將其牢固在三腳架頭上。
2.瞄準水準尺
首先進行目鏡對光,再用望遠鏡筒上的照門和準星來瞄準水準尺,隨后需要擰緊制動螺旋,然后從望遠鏡中進行觀察。再次進行物鏡對光,讓目標變得更加清晰可見,微動螺旋讓豎絲對準水準尺。
3.粗平
將圓水準器中氣泡讓它處在正中,這樣就可以使得儀器的豎軸垂直精準。從而讓視準軸粗略水平。
4.視差
一般當產生視差,就是屬于十字絲平面和目標物成像平面不夠重合。視差的存在都會出現讀數不精準的情況。這樣就需要進行消除的操作,其方法是重新進行物鏡的對光,一直到我們眼睛上下不停地移動,讀數都不再變化即可。并且我們從目鏡見到的十字絲與目標的像都清晰。
5.精平與讀數
需要通過目鏡左方的符合氣泡進而來觀察窗看水準管氣泡,如果氣泡兩端的像完全契合,即表示水準儀的視準軸已精確水平。這個時候我們就可用中絲進行讀數了,讀數時應注意從小往大讀,先估讀其毫米數,而后讀出全部數據。
六、水準儀的保養與維修
1.因為水準儀是精密的光學儀器,所以不是專業維修人員,買購網編輯建議最好不要隨便拆卸儀器,以防儀器精度受到影響。
2.水準儀進行校準微調時,要細心轉動,不能急速旋轉,以防用力過猛造成的損壞。
3.水準儀進行校準微調時,要細心轉動,不能急速旋轉,以防用力過猛造成的損壞。
4.使用時發現鏡片或光學鏡頭有灰塵時,不能用手去接觸,以防留下指紋和汗液,而應當用專業鏡頭布來細心擦拭。
5.發現灰塵時,就用毛刷將灰塵掃去,如儀器上有水,也應擦干凈,保持干燥狀態,避免水汽帶來的腐蝕影響。
6.需要運輸時,要將其裝入木箱,而且箱內要做好防護措施,用泡沫等柔軟材料填充箱體,以防外力震動造成損壞。
七、操作注意事項
1.水平儀使用前用無腐蝕性汽油將工作面上的防銹油洗 凈,并用脫脂棉紗攛拭干凈方可使用。
2.溫度變化會使測量產生誤差,使用時必須與熱源和風源隔絕。
3.測量時必須待氣泡完全靜止后方可讀數,立尺時應站在水準尺后面,雙手扶尺,使尺身保持豎直。
4.水平儀使用完畢,必須將工作面擦試干凈,并涂以無水,無酸的防銹油,覆蓋防潮紙裝入盒中置于清潔干燥處保管。
5.觀測過程中不應進行粗平,若圓水準器氣泡發生偏離,應整平儀器后重新觀測;每次讀數時都應進行精平。
6.前后視距可先由步數概量,使前、后視距大致相等,讀取讀數前,應仔細對光以消除視差。
八、日常維修方法
1.儀器外觀的故障修理,儀器的外表是否有灰塵、銹蝕,光學零件表面有油跡、霉點等缺陷。
2.儀器各運動機構轉動不靈活、有松動、卡滯和影響操作的現象可通過清洗、防護、上油、調整、更換零件等方法處理。
3.基座腳螺旋有松緊晃動或卡死現象,應調節底座聯結螺釘,校正針撥動松緊調節螺釘,直至手旋轉腳螺旋感覺松緊合適。
4.物像不清晰,物鏡、調焦鏡分劃板或目鏡上有油污起霧、生霉或脫膠,應先判斷不潔處再進行清洗,脫膠的應重新膠合。
5.水平微動螺旋松緊不適(過緊或晃動)是由于微動螺旋松緊調節螺釘未調好,應用校正針調節到松緊適宜。
6.調焦時有雜聲、滑齒聲、松緊不適或失效,且調焦運行誤差大,此時應旋緊調焦螺旋,調節齒輪、齒條使嚙合舒適無聲。